
TM 1-1500-204-23-11
cause it to exotherm. Consult the system
speciic technical manual or engineering for
the proper heating temperature.
DO NOT use oil or oil based materials
(g) Heat the delaminated area using a heat
as NDI couplants on advanced composite
lamp as described in paragraph 6-19h
components. Use only water or water based
to the temperature listed in the system
materials. Disbonds may result and loss of
speciic technical manual. Monitor tem-
structural integrity may occur.
perature to ensure the maximum tem-
perature limit is not exceeded.
(b) Deine both the depth and extent of the
delamination using NDI according to
paragraph 5-2 and the system speciic
technical manual. Lay out the damage
as described in paragraph 6-4.
Reduced strength will result if the incorrect
mix ratio is used, if an excessive amount
(c) Remove NDI couplant by wiping with
of air is introduced into the adhesive during
clean, water moistened wiping cloth.
mixing, or if mixing is inadequate and may
result in loss of structural integrity.
(d) Drill 1/8 inch diameter holes at each end
of the delamination. Minimum spac-
Pressure must be applied to adhesive within
ing between holes is 1/2 inch. Drill
the pot life of the resin. For ambient temper-
to delamination depth plus 0.005 inch
atures in excess of 90 F, decrease this time
using drillstop.
by 50%. An unsatisfactory repair will result
if the resin gels before adequate pressure is
(e) Flush the delaminated area by squirting
applied and may result in loss of structural
solvent into the injection holes. Allow
integrity. Select and prepare a heat blanket
solvent to evaporate a minimum of 30
(if required) and all necessary vacuum bag
minutes.
materials prior to mixing resin.
(f)
Dry the repair area as described in para-
NOTE
graph 6-6 for a minimum of 1 hour or as
Refer to paragraph 6-17, Resin Preparation
directed by the system speciic techni-
and Use, for the proper measuring and mixing
cal manual, at 150 (10) F using a heat
procedures.
lamp or other suitable heat source.
(h) Prepare the amount of resin required to
ill the delaminated/repair volume. Pre-
pare the adhesive per the paragraph
Monitor the repair area temperature to avoid
6-17 .
excessively heating it, as excessive heat can
shorten the pot life of the resin and may
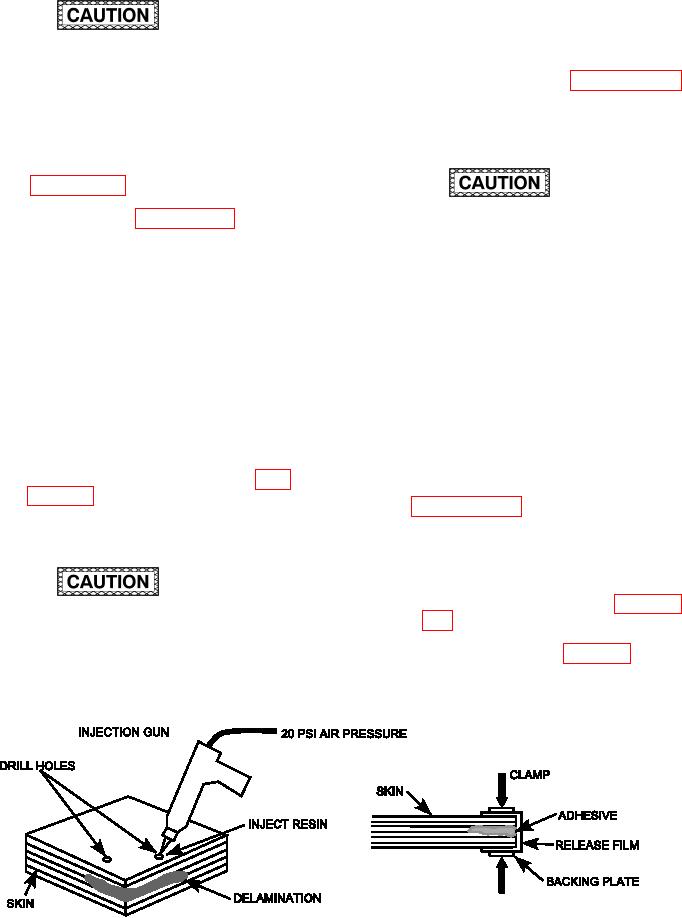
(i)
Inject Adhesive (See igure 7-38).
Figure 7-38. Repair to an Open Edge