
TM 1-1500-204-23-11
the resin into an injection hole using positive pres-
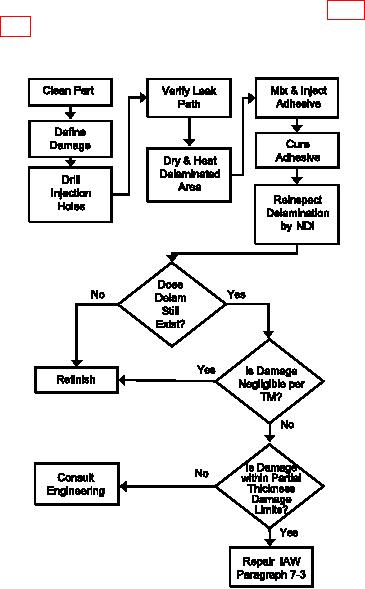
or engineering for further guidance. Refer to igure
sure. The adhesive is injected into one hole until it
7-34 for the Process Flow Diagram for Delamination
lows out free of bubbles, either from another injection
Not Open to an Edge Repair.
hole (in the case of a blister) or out of an open
edge. A lack of bubbles indicates that the air in the
delamination has been replaced by adhesive. The
maximum time allowed for this to occur is the gel time
of the adhesive. External pressure is then applied
to the delaminated area, and the adhesive cured.
NDI is performed again after the repair is complete
to insure successful injection. Refer to the system
speciic technical manual for injection temperatures
and times.
e. Vacuum Injection Repair. This method is used
when little or no airlow is possible, such as delami-
nations around fastener holes. The delaminated area
is heated to the minimum viscosity temperature of the
adhesive, then adhesive is added to a vacuum cham-
ber which has been placed over the delaminated area.
The adhesive is maintained at this minimum viscosity
temperature under vacuum to allow outgassing of air
and/or volatiles, then vented to atmosphere to force
the resin into the delaminated area. The vacuum
chamber is then removed and a fastener or clamp is
installed to provide positive pressure for curing the
adhesive. NDI is performed on the delaminated area
when the repair is complete to ensure successful
injection.
f. Resin Injection For Delaminations Not Open To
An Edge Repair. This repair is applicable to a clearly
deined blister through which positive airlow is pos-
sible. It is generally limited to blisters no larger than
2 inches in diameter. This repair procedure is not
necessarily applicable to a particular weapon system.
The applicability of this repair depends upon additional
Figure 7-34. Process Flow Diagram for
factors such as loading conditions and laminate thick-
Delamination Not Open to an Edge Repair
ness. Consult the system speciic technical manual