
TM 1-1500-204-23-11
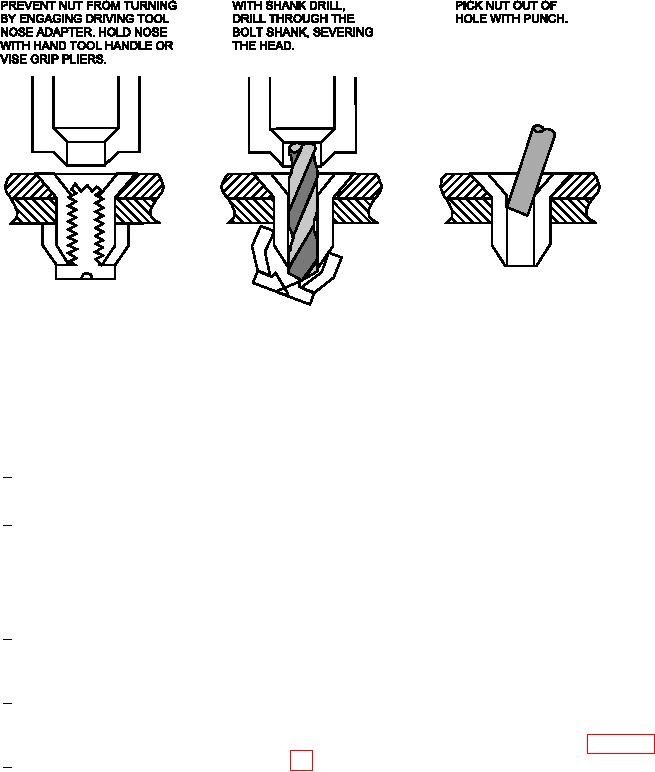
Figure 7-21. Removal of Loose Blind Fasteners
NOTE
alloy is preferred. The use of stainless steels as a
substitute for aluminum or titanium is generally accept-
Supporting the structure from the far side
able. Refer to the system speciic technical manual
may be necessary on thin materials to avoid
or engineering for suitable substitute patch materials.
damaging the surrounding laminate.
e. Blind Side Drilling. Locating and drilling blind
1
Secure the blind fastener in place
holes can be dificult. These holes must be accu-
from turning.
rately transferred from the original structure to the
replacement part or repair. Five different methods of
Engage the countersunk installa-
2
blind side drilling are described below. Each method
tion tools nose adapter in the fas-
has distinct features that offer advantages over an
tener head recesses for a counter-
alternate method depending upon surface geometry,
sunk fastener. Use a wrench for
number of holes being drilled and part rigidity. The
securing protruding head blind fas-
methods described are the hole inder method, blind
teners.
hole transfer punches, measuring and scaling method,
mold method, and the arc method. The hole inder
Determine the required pilot drill bit
3
and blind hole transfer punches are generally used
that corresponds to the size of blind
on relatively lat parts such as replacement skins.
fastener being removed.
Holes in parts with compound curvature or extrusions
can be accurately transferred using the measuring
4
Using the pilot drill, drill through the
and scaling method. The mold method is used when
shank of the blind fastener, sever-
close tolerances must be maintained. When drilling
ing the head of blind fastener.
through composites, guidelines speciied in paragraph
Pick out the countersink remains
5
6-8 should be followed. Use an approved drill guide
from the fastener with a punch.
for all drilling operations. The drill guide along with
a sharp carbide drill will help reduce splintering on
the drill exit side by controlling the breakout force of
d. Patch Preparation. Cutting, forming and shap-
the drill.
ing a metallic repair patch must be accomplished
before attaching the patch to the damaged structure.
(1) Hole Finder Method. The hole inder can
On other aircraft, the patches must be formed from
sheet stock if not supplied pre-shaped. The methods
be constructed in a variety of special shapes, sizes
used to fabricate, shape and drill the repair patch
and materials. Temporary, one time use tools can
will depend upon the type of patch material. Refer to
be quickly assembled from scraps of a hardened
TM 1-1500-204-23-10 for metal working practices for
aluminum alloy and a rivet of the desired size. If
the metal being used. For bolted repairs on carbon
a large number of holes are to be drilled, use a
composite structures, an aluminum alloy or titanium
prefabricated tool or construct the hole inder from