
TM 1-1500-204-23-11
(2) Wipe the sanded surfaces with a clean, dry
In general, temperatures due to drilling that exceed
cloth to remove sanding residue according
the cure temperature of the matrix material being
to paragraph 6-5. Inspect the cloth for evi-
drilled are cause for concern. The use of sharp cut-
dence of sanding residue. Repeat wiping
ters, correct cutter material, control of feed rates and
process until no further evidence of sanding
use of coolant are all means used to control heat
residue exists on the cloth. For each repeat
buildup. In addition, matrix materials are compara-
wipe use a new, clean, dry wiping cloth.
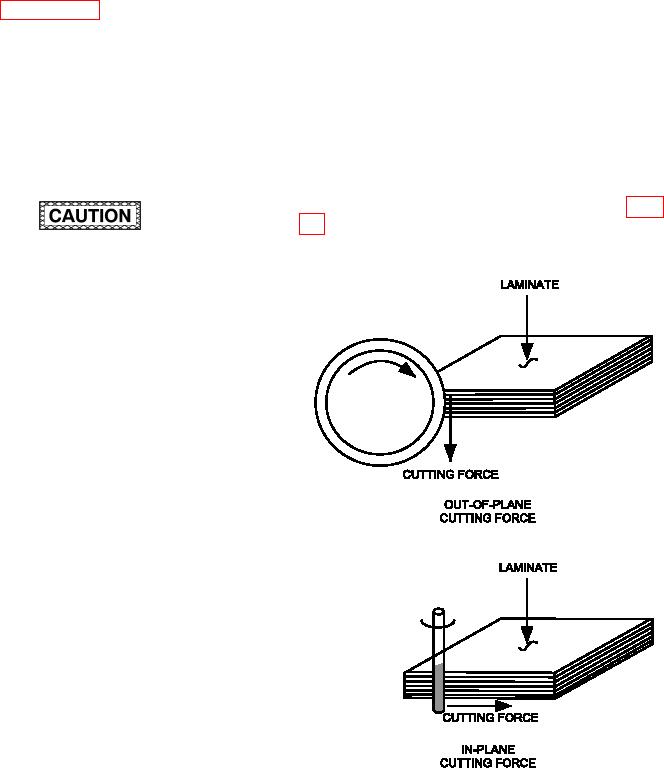
tively weak in the out-of-plane direction and do not
provide adequate support for the ibers being cut to
prevent iber breakout and splintering. Cutting tech-
(3) Cut a clean piece of barrier material larger
niques which use out-of-plane cutting forces (band
than the area to be covered by the vacuum
sawing, table sawing and drilling, etc.) should use
bag/heat blanket. Tape the edges of the bar-
backup material clamped on the exit side of the work
rier material to the paint system on the part
piece to reduce breakout whenever possible. Cutting
surface using preservation tape.
techniques which cut in-plane (router bits and sanding
drums) do not require backup material. (See igure
Scuff sanding and solvent wipe is not an
acceptable surface preparation treatment for
metals.
d. Surface Preparation For Metal Bonding. Metal
treatment for bonding is also critical and care must be
taken to create an active surface for bonding in addition
to removing contaminates. Additional methods must
be used to prepare the surface for bonding. Some of
the methods include, but are not limited to, Alodine,
phosphoric acid anodizing, grit blast silane, sol gel
application or chemical conversion coatings. See the
system speciic technical manual for metal surface
preparation techniques.
6-8. MACHINING, DRILLING, REAMING AND COU-
NTERSINKING ADVANCED COMPOSITES. Compo-
site materials may be sawn, cut, trimmed, and routed
using tools similar to those used on metals; however,
the tool s cutting surfaces are made, preferably, from
diamond-coated materials when machining carbon or
boron iber reinforced materials. The abrasiveness
of these materials degrades cutter performance and
drastically reduces cutter life. Using diamond-coated
tools ensures a quality cut and prolongs tool life.
Carbide tools can be utilized where a system spe-
ciic technical manual directs such usage. Using
the correct tools and procedures to remove damage
from advanced composite aircraft structure provides
a satisfactory bonding surface for subsequent repair.
However, the use of improper tools and equipment
will further damage the repair area. This section does
not address how to cut, drill or trim panels made
with thermoplastic resins.
Figure 6-11. In-Plane Versus Out-Of-Plane Cutting
Forces
a. Matrix Materials. These materials although rel-
atively easy to cut have an inability to dissipate heat
b. Fibers. Fibers respond differently to machining,
coupled with a low tolerance for heat buildup. Exces-
sive heat buildup can result in resin damage and
paragraphs identify the characteristics of boron, car-
delaminations. Bismaleimide and polyimide resins
bon, and Kevlar,
are more tolerant to heat buildup than epoxy resins.