
TM 1-1500-204-23-11
the carbon/epoxy pre-cured sheet
using a 90 degree router motor and
a diamond coated cutting wheel.
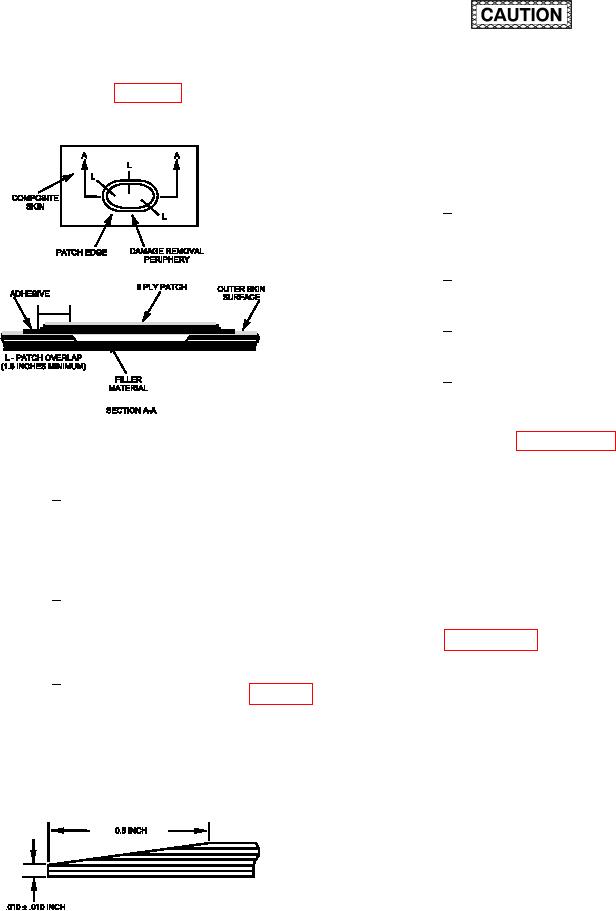
Patch periphery shall extend a con-
Ensure a minimum of 1.5 inch overlap is
stant 1.5 inches (minimum) beyond
achieved during the layup of a bonded external
the damage cleanup periphery.
patch. Insuficient overlap will result in reduced
See igure 7-3.
strength. Load levels in the repair area may
dictate a longer overlap. Refer to the system
speciic technical manual for further guidance.
(m) Prepare Surfaces For Bonding.
Sand iller lush with outer moldline
1
surface using an orbital sander and
180-240 grit abrasive paper.
Vacuum the repair area to remove
2
sanding dust.
Wipe area with clean, dry cloth to
3
remove sanding residue.
Prepare repair area and both sur-
4
faces of patch for bonding by lightly
hand sanding with 150-180 grit
abrasive paper as described in
igure paragraph 6-7. Handle pre-
pared surfaces wearing powder
Figure 7-3. Partial Thickness Bonded Repair
free latex gloves until patch bond-
ing is complete. If patch is not to
2
If using a circular patch, select a
be bonded immediately, cover with
patch size which will allow a 1.5
clean barrier material and secure
inch (minimum) overlap between
with preservation tape to prevent
the patch edge and damage
cleanup hole perimeter.
(n) Select a 2 part paste adhesive. Refer to
Remove peel ply from both sides
3
the system speciic technical manual for
of patch. Use care not to inadver-
the appropriate adhesive selection and
tently remove ibers from patch dur-
paragraph 7-6 for additional patch bond
ing peel ply removal.
procedures.
4
If required, taper edges of patch to
the dimensions shown in igure 7-4
using a 90 degree router motor and
a 1 inch diameter, 80 grit abrasive
sanding disk. Two ply patches and
pre-cured circular patches do not
require tapering.
Figure 7-4. Patch Edge Taper Dimensions