
TM 1-1500-204-23-11
(a) The cure process is veriied by reviewing
NOTE
the cure cycle data. If the temperature controller printer
is inoperative or a printer is not available, manually
Apply additional insulation (vacuum bag
record the temperature at 2 minute intervals during
breather material) over heat blanket as
rise to temperature and during cool down. Record
required to assist in obtaining the desired
the temperature at 15 minute intervals during the
cure temperature.
soak. Ensure the rise rate is between 2 to 6 F
per minute. Soak time and temperature requirements
Adjust the temperature controller to
5
shall meet the system speciic technical manual or
bring all thermocouples (control and
resin manufacturer s recommended cure cycle. The
monitoring) within the cure temper-
cool rate shall not exceed 5 F per minute.
ature range speciied in the system
speciic technical manual.
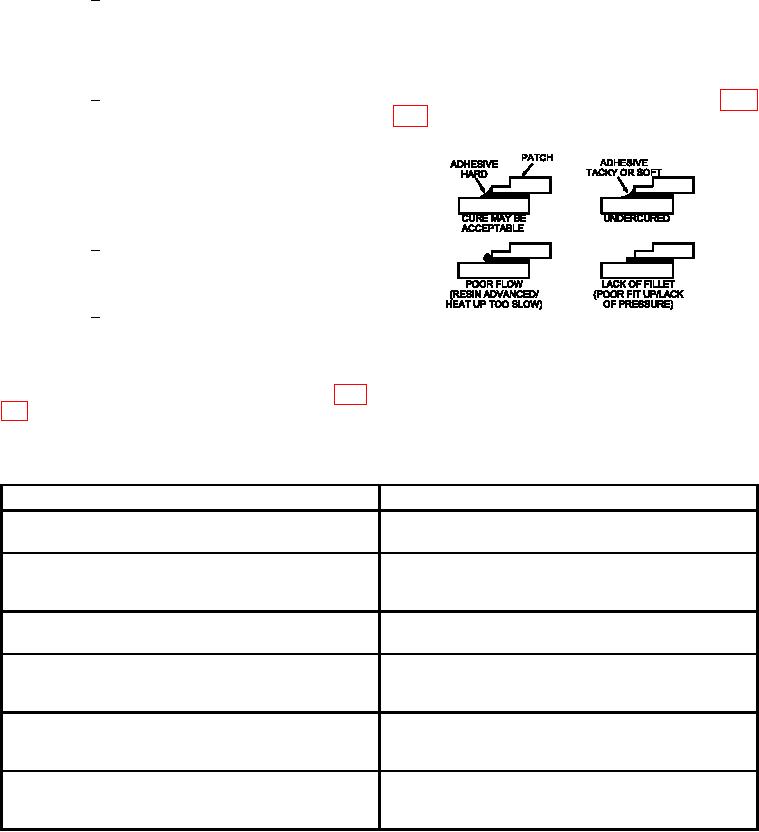
(b) For patch bonds, inspect the adhesive
squeeze out at the patch periphery. Adhesive squeeze
Upon the coldest thermocouple
6
out should be hard with a smooth illet (see igure
reaching the cure temperature range,
begin a timed soak at temperature
as speciied in the system speciic
technical manual. Continuously mon-
itor and record all thermocouples to
ensure the cure temperature range is
maintained during the soak period.
After the soak at temperature is com-
7
plete, cool to 150 F at a rate not to
exceed 5 F per minute.
Upon reaching 150 F , the heat blan-
8
ket and vacuum bag materials may be
Figure 6-45. Inspection of Adhesive Squeeze Out
removed.
Following Cure
(2) Cure Process Veriication. Some common
handling and processing errors are shown in table
Common Bonded Repair Errors
Results
Common Errors
- Weak repair
Incomplete mixing/incorrect mix ratio of two-part
adhesives
- Inadequate bond pressure
Failure to apply pressure before two-part adhesive
- Poor it of repair details
gels
- Weak/porous repair
Cool down from cure temperature too fast (exceeds
- Micro cracking of laminate
5 F/minute)
- Weak repair
- Inadequate bond pressure
Poor itup of repair details- or -
- Weak/porous repair
Loss of pressure during cure
- Migration of repair details
Rise to temperature too slow
- Early gelation
- Inadequate low
- Weak/porous repair
- Excess heat liberated during cure
Rise to temperature too fast
- Possible thermal damage to part
- Weak repair