
TM 1-1500-204-23-11
the repair area, thereby increasing
initial mixing of the base resin and the curing agent
the porosity level and possibly alter-
(unless heat is applied).
ing the quality of the resulting repair
patch. See igure 6-41 for pressure
(b) The cure process can be shortened by
levels verses barometric pressures
applying heat to accelerate the reaction. To prevent a
and altitudes.
runaway reaction, allow the exotherm to be exhausted
at room temperature before any heat is applied. In
(3) Double Vacuum Debulk (DVD) Wet Layup
some cases, the cure strength can be increased by
Process The DVD procedure removes the entrapped
raising the cure temperature. For example, wet layup
air that causes porosity in wet layup laminates. The
patches manufactured from EA956 laminating resin
inished structural properties of a DVD produced repair
and cured at 250 F are 25% stronger than those
patch are better than a wet layup patch but less than
cured at 190 F. Some two part resin systems require
that of a pre-preg patch. See paragraph 7-11 for
heat to be applied for the cure to take place.
details on DVD process.
(c) Cure cycle requirements are provided in
k. Adhesive Cure Processes. Epoxy resins are
the system speciic technical manual. If no cure cycle
used for adhesives and pre-pregs for both the man-
is provided in the system speciic technical manual,
ufacture and repair of advanced composite struc-
use the adhesive manufacturer s recommended cure
tures. They consist essentially of a base resin and
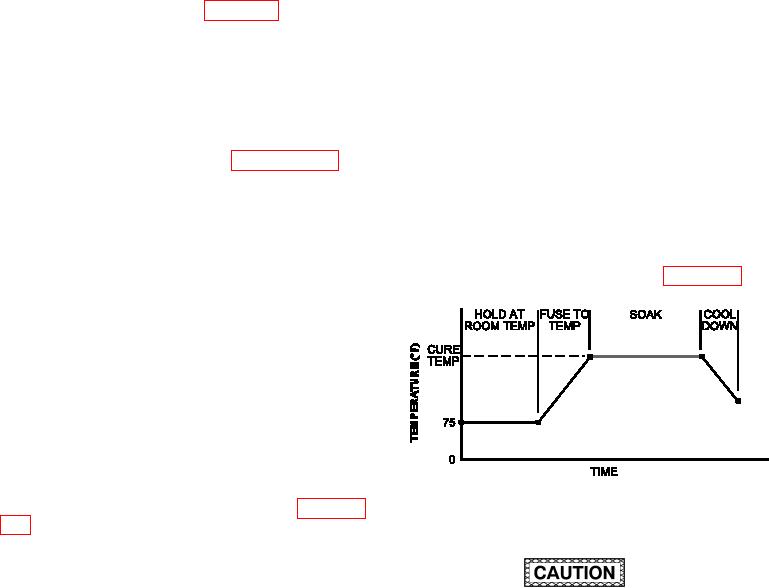
cycle per engineering disposition. A typical two part
a curing agent. The cure process involves an irre-
adhesive heat cure cycle is shown in igure 6-44.
versible chemical reaction between these two main
constituents. This reaction is typiied by the poly-
merization of epoxy molecules into large molecular
chains and a joining or cross-linking of these chains
into a strong three dimensional network. The process
is exothermic, i.e. heat liberating. The inadequate
curing of a patch or adhesive material will result in
insuficient cross-linking of molecular chains and low
strength repairs.
(1) Two Part Adhesive Cure Process. For
most two part adhesives, the cure is initiated by
mixing, in prescribed amounts, the base resin (part
A) and the curing agent (part B). See paragraph
Figure 6-44. Typical Two Part Adhesive Heat Cure
6-17 on mixing two part adhesives. Both parts are
Cycle
initially a liquid. Most two part adhesive systems
can be cured at either room temperature or by heat
application.
(a) The chemical reaction between the base
Reduced strength will result if the incorrect
resin and the curing agent occurs at room temperature
mix ratio is used, if an excessive amount
and is exothermic. Once these resin systems have
of air is introduced into the adhesive during
been mixed, they have a limited pot life (usable
mixing, or if mixing is inadequate and may
working life). During the cure process, the resin
result in loss of structural integrity.
system progresses from a liquid to a weak gel and
Pressure must be applied to adhesive within
then into a strong, highly structured solid. Pressure
the pot life of the resin. For ambient temper-
(either positive or vacuum) is applied during the cure
atures in excess of 90 F, decrease this time
to facilitate resin low, degassing, compaction and to
by 50%. An unsatisfactory repair will result
ensure bonded details remain in contact while the
if the resin gels before adequate pressure is
chemical reaction is in progress. The resin system
applied and may result in loss of structural
can be sanded after 8 hours. Full strength of the
integrity. Select and prepare a heat blanket
resin system is not achieved until 5-7 days after the