
TM 1-1500-204-23-11
Part to patch alignment must be main-
Pressure must be applied to adhesive within
tained within 2 degree. Fabricated com-
the pot life of the resin. For ambient temper-
posite patches are orientation sensitive from
atures in excess of 90 F, decrease this time
a strength standpoint. Incorrect alignment
by 50%. An unsatisfactory repair will result
of part and patch during layup will result in
if the resin gels before adequate pressure is
reduced strength and loss of structural integrity
applied and may result in loss of structural
may occur.
integrity. Select and prepare a heat blanket
(if required) and all necessary vacuum bag
materials prior to mixing resin.
(11) Determine the part 0 degree direction (or pri-
mary load direction) from the system speciic
technical manual. Align the patch 0 degree
Reduced strength will result if the incorrect
direction (if applicable) with the part 0 degree
mix ratio is used, if an excessive amount
direction during layup.
of air is introduced into the adhesive during
mixing, or if mixing is inadequate and may
result in loss of structural integrity.
Apply adhesive on part surface to obtain the
Use only lash breaker tape under the vacuum
required patch overlap or reduced strength
bag to prevent contamination of bondline.
will result.
(12) Apply the patch containing adhesive to
(6) Using a spatula, apply a thin layer of paste
the part surface containing the adhesive.
adhesive on the part surface. The adhe-
Ensure the patch is aligned on part surface
sive should extend a minimum of 0.25 inch
to maintain the required patch overlap. Tape
beyond the patch surface. Apply additional
patch in place using lash breaker tape.
adhesive over any exposed honeycomb
core.
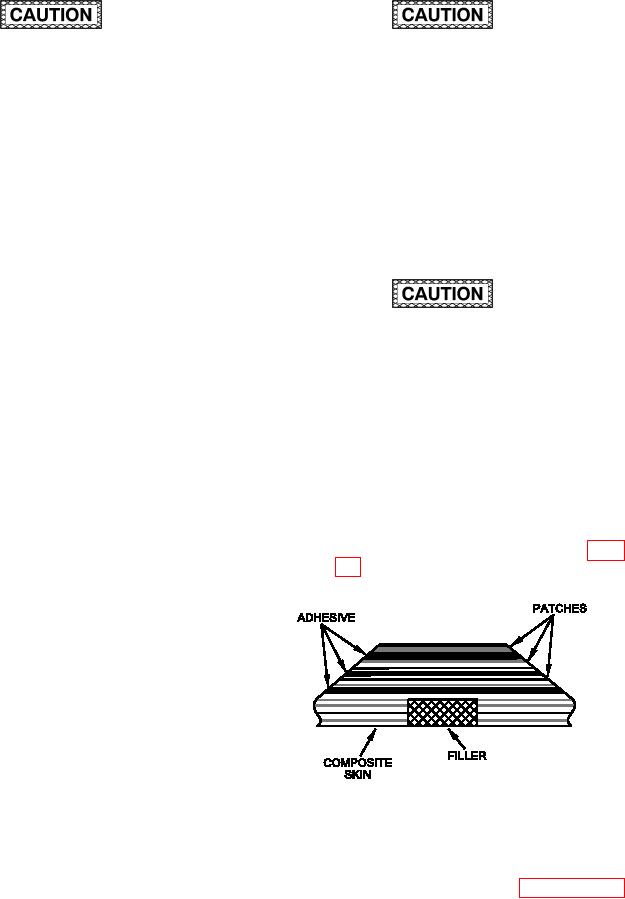
(13) If multiple stacked patches are required,
stack the largest patch on the part sur-
(7) Draw adhesive comb over the part surface to
face followed by increasingly smaller size
remove excess adhesive. After each stroke,
patches. Apply scrim cloth and adhesive
remove the excess adhesive from the comb
between each patch in the stack. See igure
with a clean wiping cloth. Ensure the comb
remains perpendicular to the surface during
use. Avoid resin starving any areas of the
part surface during the combing operation.
(8) If required, apply the scrim cloth that was cut
in paragraph (2) above to the paste adhe-
sive on the part surface. Press the scrim
cloth into the part surface with the spatula
and work out any wrinkles.
(9) Using a spatula, apply a thin layer of paste
adhesive to the bond surface of the patch.
(10) Draw adhesive comb over the bond surface
of the patch to remove excess adhesive.
Figure 7-17. Layup of Stacked Patches and
After each stroke, remove the excess adhe-
Adhesive
sive from the comb with a clean, dry wiping
cloth. Ensure the comb remains perpendic-
(14) Layup the heat blanket and vacuum bag
ular to the surface during use. Avoid resin
materials as described in paragraph 6-18
starving any areas of the patch surface dur-
and the system speciic technical manual.
ing the combing operation.