
TM 1-1500-204-23-11
drying and repeat the drying veriication. Desiccant
procedures. When the service temperature of the part
can be reactivated by drying in an oven at 150 to
is unknown or no system speciic drying information
200 F until the color change is reversed.
is given, a commonly used method is to heat the part
to 150 F and hold it at that temperature until dry.
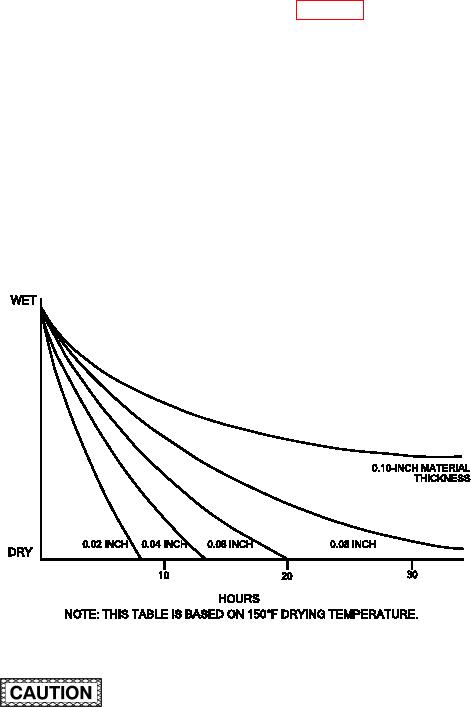
See igure 6-9 for typical drying times for different
(1) Temperature and Altitude Considera-
laminate thicknesses. A vacuum chamber or a vac-
tions. As discussed previously, absorbed moisture in
uum bag placed over the repair area will signiicantly
composite laminates can cause problems when heat
decrease drying time. The time required to completely
is applied during the curing process. It is, therefore,
dry the skin varies with skin thickness, initial mois-
necessary to dry the part prior to curing using drying
ture content, and drying temperature. Fortunately, it
temperatures that do not allow the moisture vapor
is not necessary to completely dry the skin to pre-
pressure to exceed the matrix strength. Generally,
vent laminate blistering and/or bondline porosity as
the part is not dried at a temperature higher than the
completely drying thin skins (4 to 10 plies) may take
service temperature of the material used to manu-
more than 10 hours; completely drying thicker skins
facture the part and the phase shift (water to steam)
(12 plies and up) can take more than 30 hours. It is
temperature of water (at sea level this would be 212
only necessary to reduce the near surface moisture
F and decreases with increasing altitude, about 190
content by using the appropriate drying procedures.
F at 5,000 feet).
e. General Procedures. Always refer to the sys-
tem speciic technical manual for any peculiar drying
Figure 6-9. Average Drying Time for Advanced Composite Laminates
iberglass cloth as a breather material. Other
breather/bleeder materials may contaminate
the bonding surface. Heat-set and scoured
Always dry an area larger than the repair
peel plies are appropriate breather material.
size. The heat blanket should extend at least
2 inches beyond the repair edges. DO NOT
Direct contact between the heat blanket and
use the following drying procedure if liquid
vacuum bag can burn the bagging material and
water has been detected in the honeycomb
result in loss of vacuum. DO NOT exceed the
sandwich assembly.
speciied drying temperature or part damage
may result.
Take care not contaminate the repair surface
prior to bonding. Use only uncontaminated