
TM 1-1500-204-23-11
3-5. MISCELLANEOUS TOOLS AND SUPPLIES-
. The following tools and supplies are not found in
repair tool kits, but are necessary in the repair of
composite structures.
a. Scissors. Scissors for composite material cut-
ting generally come from industrial scissor manufac-
turers. Composite materials are abrasive and require
the scissors to have either hardened stainless steel,
carbide, titanium nitride or ceramic coatings to improve
wear resistance. Scissors that cut aramids have a
shearing edge on one blade and a serrated or grooved
surface on the other. These serrations hold the mate-
rial from slipping. Sharp blades should always be
used as they minimize iber damage. When scis-
sors with serrations are sharpened, only the shearing
blade is ground, thus maintaining the iber holding
serrations. Cutting uncured materials with serrated
scissors gums up the serrations causing them to be
ineffective. Always clean the scissor serrations imme-
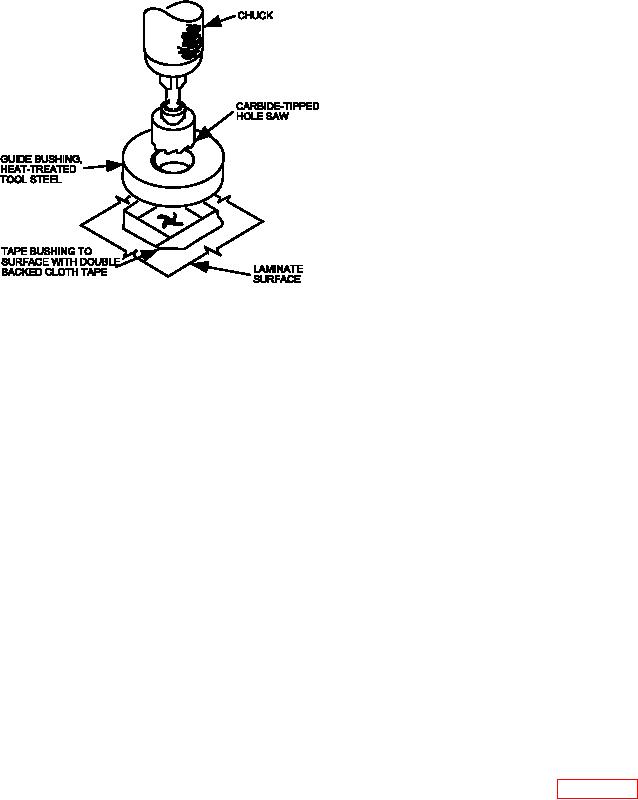
Figure 3-21. Hole Saw and Guide Bushing
diately after use. The most commonly used are 10
and 12 inch scissors.
(1) Use of Hole Saws/Roto-Bores. The follow-
ing practices are recommended with the use of hole
b. Scales. An electronic toploading scale with a
saws and roto-bores on carbon composite materials:
minimum 500 g capacity and 0.1 g resolution is needed
for repair operations. Local usage may require larger
(a) The speed of the motor should remain
capacities. An adequate number of scales should be
between 150 and 250 rpm.
available for peak usage needs.
(b) The tool should be kept perpendicular
c. Mixing Cups. Mixing cups must be wax free
to the surface to allow the hole to be
and clean. Wax free food grade and/or paint mixing
machined uniformly.
cups are appropriate. To aid in thorough mixing and
avoid uncontrolled exotherms, short cups with a large
(c) The cutter should be dipped in water
diameter should be used as opposed to tall cups with
prior to for lubrication and cooling.
a narrow diameter.
(d) Light feed pressure should be applied.
d. Knives. Utility knives are commonly used for
cutting pre-pregs and wet laminates. Utility knives
(e) A backup should be used or the hole
with quick change, retractable blades are preferred
should be cut from both sides.
because blades must be changed often. Quick change
retractable utility knives provide increased productivity
(f)
Fuzz accumulated around the hole
and enhanced safety.
should be removed by light wet sand-
ing.
e. Honeycomb Core Cutters. Two types of cutters
are provided to cut core. One type cuts parallel to
(g) Inspect hole to ensure no edge delam-
the cell axis and one type is used to machine the
inations exist or additional backside
core lush with mating part surfaces. Honeycomb
damage has been created during the
core cutters are shown in igure 3-22.
cutting operation. If additional damage
exists, consult system speciic technical
manual for damage assessment.