
TM 1-1500-204-23-11
(6) Preferred Method for Drilling Holes. Wh-
the laminate in plane. Generally, a sacriicial backup
is not necessary but may improve the exit hole quality.
en drilling without depth sensors, extra care is needed
to control hole depth. The following precautions should
be observed to delaminations, splintering, or fuzzing
around holes.
(a) The drill should be turning before it con-
tacts the laminate and also as it is being
withdrawn from the completed hole.
Figure 3-16. Brad Point Bit for Aramid or
Fiberglass Laminates
(b)
Reduce pressure and avoid tilting the
drill, driving the drill chuck into the work
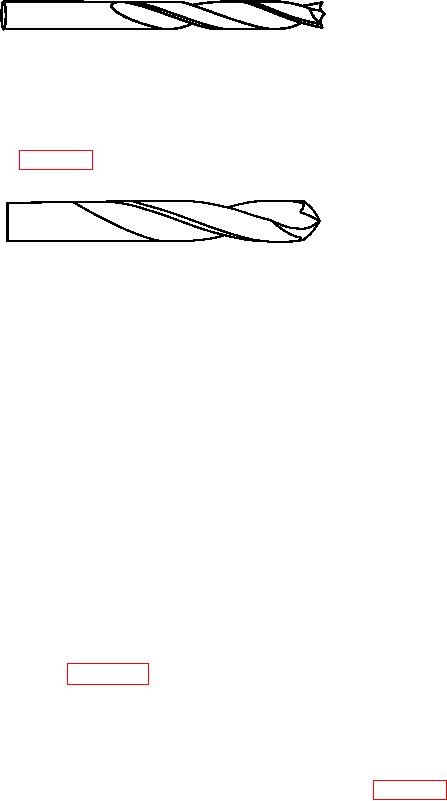
(3) Eight-Faceted Drill . Eight-faceted drill bits
or ramming the drill point into hidden
are used to drill holes in hybrid metal/composite repairs
material.
(see igure 3-17).
(c) Just before the drill breaks through the
back of the material, pressure must be
reduced to prevent splintering or fuzzing
of ibers on the back face of the lami-
nate.
Figure 3-17. Eightfaceted Bit for Hybrid
(d) When drilling or reaming, backup mate-
Metal/Composite Repairs
rial should always be used to prevent
delamination, splintering or fraying.
(4) Drill Bushing and Guide. The preferred
Several backup materials have been
method for drilling holes in laminate materials is
used successfully, including iberboard,
to use a drill bushing and guide to stabilize drill
wood, and iberglass laminates. Clamp
bits to prevent wobble and ensure holes are drilled
the part securely to prevent gaps
perpendicular to the surface. Also, irmly clamped
between the laminate and the backup
backup material on the exit side must be used. Do
material or between multiple layers
not force feed the drill bit through the composite
being drilled.
as damage (delaminations and splintering around the
hole) may result when the drill bit breaks through
(e)
Clean debris from bits and holes to
the exit side of the structure. The drilling process
reduce out of tolerance holes.
must also be performed incrementally, beginning with
a pilot hole. Thus, several sizes of drill bits are
(f)
Dull or chipped drills affect the size and
required for a drilling operation (e.g., pilot holes, 1/64th
quality of holes and can cause over-
undersized, and inal hole size). Do not continue to
use a drill bit that has become dull. When this
happens, the drill motor will slow down, much more
force and energy is required and the drill bit will
c. Router Bits. Router bit material and cutting
most likely snap, and the resin can overheat. All of
surface design varies depending upon the iber used
these symptoms can damage, sometimes severely,
in the laminate. Router bits made from carbide
the composite structure. As soon as any of these
or diamond coated routers are required. Special
symptoms begin, stop and replace the drill bit with a
angle grinds are available for aramids, carbon, and
sharp one. Appendix B lists the recommended drill
iberglass. Boron requires diamond-coated router bits
bits. Generally, a highspeed, low-feed method works
and a supply of approved coolant, either water or
best. If too much pressure is applied at high speeds,
alcohol based. Aramid routing is done with a split
the excessive heat generated can damage the resin
helix router bit with either two or four helical lutes.
causing delamination or fracturing.
Pin router tables should use a 1/4 inch bit with a
template or guide system. Cut in the direction the
cutter turns and keep the cutter clean and sharp (see
(5) Portable Drill Stands or Drill Guides. To
obtain good quality holes, portable drill stands or drill
guides should be used. Drill motors equipped with
feed rate limiting surge control are recommended. A
steady pressure should be maintained to keep the
drill cutting at a constant rate.