
TM 1-1500-204-23-11
(2) Core Potting Method. This method uses
paste adhesive to replace the removed core and
is limited to damage of 1.5 inches in diameter or
less. Refer to the system speciic technical manual
for damage limits For damage beyond this limit,
replace the core using paste adhesive method listed
(3) Paste Adhesive Method. This method uses
paste adhesive to bond the replacement core sections
to the part core sidewalls and to the opposite skin
inner surface (if applicable). It is the quickest and
easiest method for replacement core bonding because
the gaps between the replacement core and the repair
cavity are taken up by the paste adhesive. In addition,
an elevated temperature cure of the splice adhesive is
not required prior to inal core machining. This method
has limited use on blade fairings or light control
surfaces due to repair weight limitations. It is also
limited by the comparatively low bond strength of the
paste adhesive. The procedure for core replacement
using the paste adhesive method is described and
illustrated in paragraph 7-5d.
(4) Film/Foam Method. The ilm/foam method
uses foaming adhesive for the replacement core to
part core sidewall bond and ilm adhesive for the
patch bond. The ilm/foam method is the lightest
of the core bonding methods but the most dificult
and time consuming to perform. A weight compar-
ison between the paste adhesive method and the
ilm/foam method is shown in igure 7-11. As can be
seen, little weight difference exists between the two
methods for the smaller hole diameters. However,
the difference becomes signiicant as the diameter
becomes larger. The ilm/foam method should be
used only when weight limitations or strength limi-
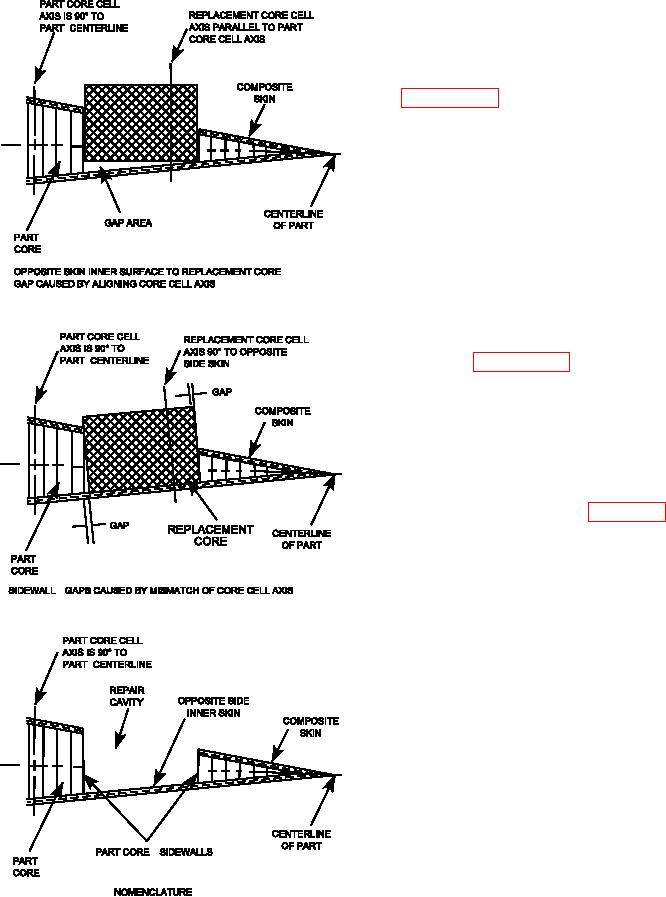
tations dictate. For core replacement on contoured
(tapered and/ or complex contoured) parts, remove
the damage so that both skins have the same size
and shape damage cleanup hole. This eliminates the
dificult machining and itting required to deal with the
gaps between the replacement core and contoured
part surface. If damage is through one skin only, the
undamaged skin must be removed to the same size
and shape as the damaged cleanup hole. For core
replacement on uncontoured parts and/or parts with
slight tapers, removal of the opposite side undamaged
skin material is not required. Since ilm and foaming
adhesives typically require frozen shipping and stor-
age which is impractical in the ield environment, this
process is usually limited to depot repairs. Refer to
the applicable DMWR for ilm/foam procedures.
Figure 7-10. Replacement Core Fit