
TM 1-1500-204-23-11
insulation will withstand your highest cure temperature.
TC wire color codes vary by nation; always check
Telon insulated wire is generally good for 390 F
the label to ensure you are using the correct type.
and lower cures; Kapton insulated wire should be
The industry standard is ASTM E 230 and is shown
used for higher temperatures. Most TCs used for
in table 3-1. Sometimes, the TC wires used in the
bonding are the J-type, which use one iron and one
composite industry are supplied without the outer
constantan wire. If no guidance exists, TCs should
sheath to minimize the potential for vacuum leaks.
be between 10 and 50 feet long. See Chapter 6
If the wire color is not visible, the iron wire can be
for more information on inspecting and using TCs.
determined since it is magnetic.
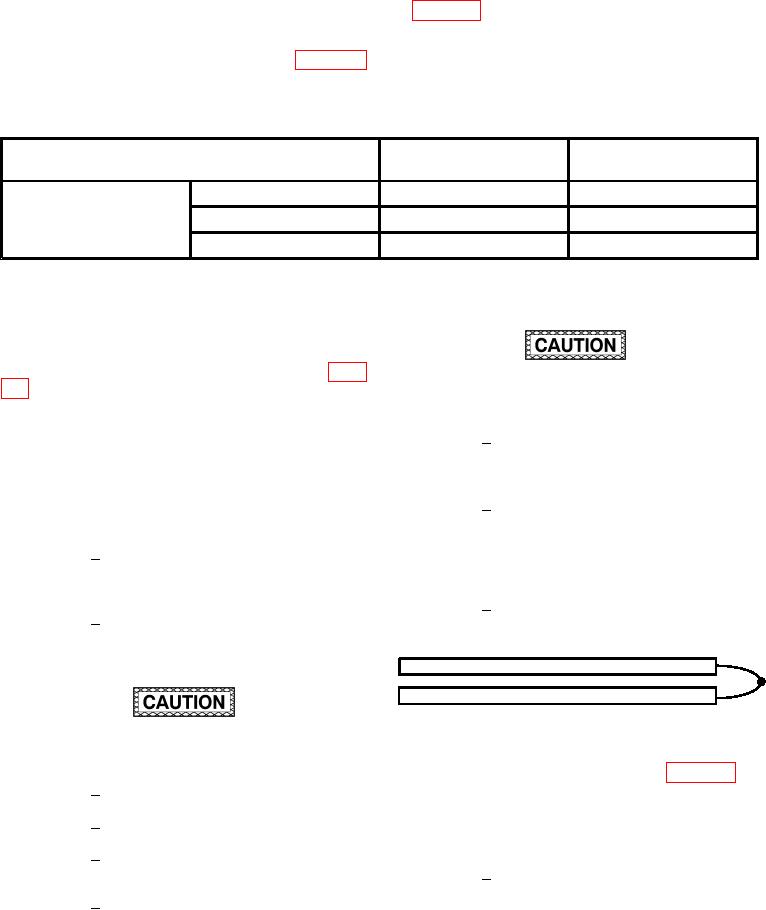
Thermocouple Identiication
USA Thermocouple
USA Thermocouple
Color Extension Color
Brown
Black
Outer Sheath (Optional)
+ White
+ White
J
Positive (Iron)
- Red
- Red
Negative (Constantan)
(1) Locally manufactured TC. Both, welded
the weld chamber until an arc occurs.
Hold approximately 2 seconds.
and twisted TCs, may be locally manufactured. Fol-
low the instructions below to locally manufacture a
welded or twisted TC.
(a) Welded TC. Welded TCs (see igure
Do not touch the bead when inspecting the
3-3) are less prone to problems and shall be used
weld. Metal will be hot and can cause burns.
when available. The thermocouple being welded is
inserted into the chamber and creates an arc when
Withdraw the TC from the chamber
7
the TC contacts the graphite powder. Oxygen in
and inspect the weld. Reinsert if nec-
the chamber is quickly consumed by the arc which
essary to obtain a satisfactory weld.
provides a clean weld with minimal soot or ash on
the weld itself. Follow these steps to manufacture
a welded TC using an Applied Heat Model A300
Completed weld should appear as a
8
Thermocouple Welder:
bead connecting the two wires of the
thermocouple. The size of the bead
Attach AC power cord to the face
1
may vary and is not critical to the
plate of the A-300 Welder. Attach the
proper function of the thermocouple.
other end to 120 V power source.
When inished, replace nylon plug
9
Remove the nylon plug from the weld
2
and disconnect from power.
chamber and allow it to dangle over
the edge where it will not be in the
way.
Figure 3-3. Welded Thermocouple Wire
Do not knick the wires as this will cause the
wire to break at the nick when lexed.
(b) Twisted TC. Twisted TCs (igure 3-4) do
Strip wires approx. 3/4" or 2 cm.
3
not form as reliable a junction as a welded TC and
their reliability decreases with repeated use. When
Twist wires tightly at least 6 turns.
4
necessary, a twisted TC shall be made following these
steps.
Trim twisted pair so that 3 turns
5
remain.
Overlap the bare ends of the two TC
1
wires 1/4 inch and at 90 degrees to
While holding the Press to Weld but-
6
each other.
ton down, slowly insert the TC into