
TM 1-1500-204-23-11
and depots) apply additional pressure, typically 50
air and to compact the repair stack-up before starting
to 100 psi. As the temperature approaches the inal
the adhesive cure. A vacuum bag is used to draw
cure temperature, the rate of reaction greatly increases
the air out and to apply the pressure for compaction.
and the resin begins to gel and harden. The hold
Quite often, a single vacuum bag is built and the
at the inal cure temperature lets the resin inish
debulk/cure cycle is run sequentially. Debulking times
curing and attain the desired structural properties. It
and temperatures depend on both the resin and fabric
is important to understand these concepts as applied
used. Debulking is usually necessary when more than
to cure cycles.
ive or six repair plies are necessary or when directed
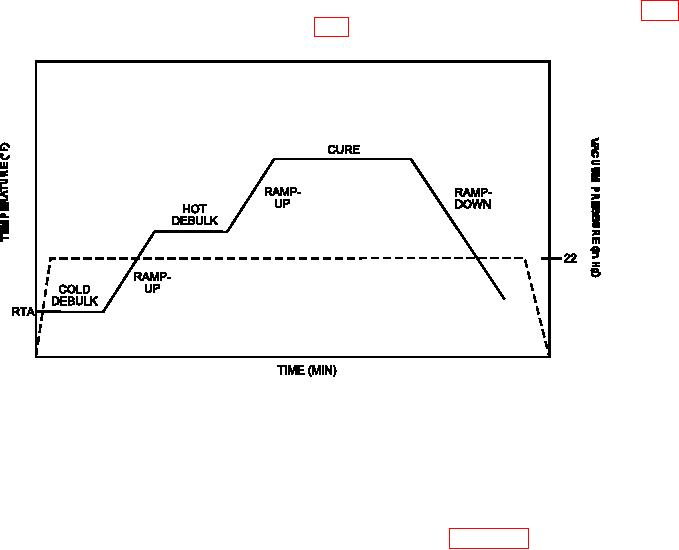
by the system speciic technical manual. A cure cycle
with cold and hot debulk holds is shown in igure
(1) Debulking. Debulking is a process used
with some resins and pre-pregs to remove entrapped
Figure 6-38. Typical Vacuum-Bagged Cure Cycle
(a) Cold Debulking . Cold debulking is
begins to occur; therefore, the speciied hot debulk
accomplished at the ambient temperature. Pre-pregs
cycle must be followed to allow, if necessary, the
are often cold debulked every ive plies during the
precise amount of resin to be removed. All of this
layup procedure, but may be debulked more often if
occurs just before the adhesive and resin begins to
necessary. The debulk process is ineffective if the
gel or harden. A cure cycle with cold and hot debulk
layup contains too many plies between debulking
holds is shown in igure 6-38.
cycles.
(2) Ramp Rates. Generally, parts and repairs
(b) Hot debulking. Hot debulking is similar
must be heated and cooled slowly. If heated or
to cold debulking; however, heat is used to change
cooled too fast, previously cured laminates and some
the adhesive to a less viscous state, thus allowing
types of adhesives can be thermally shocked and lose
more entrapped volatiles to escape. The hot debulk
structural integrity. The ramp up rate refers to how
temperature is always lower than the cure temperature
fast the repair is heated and is usually expressed in
of the adhesive. Hot debulking is often accomplished
degrees per minute. The ramp-down rate refers to
just prior to the inal cure for thin parts; for parts greater
how fast an area is cooled. Part temperature ramp
than 1/8 inch thick, hot debulking is accomplished
rates are typically 3 to 10 F per minute. If temperature
periodically during the layup process. When multiple
ramp-up and ramp-down rates are not speciied, do
hot debulks are required due to the thickness of the
not exceed 10 F per minute. An exception to this
laminate, the pressure speciied for the cure must
would be for hot debulking; in this case the intent
be used during each hot debulk cycle to maintain a
is to compact the laminate and remove volatiles.
void-free laminate as the resin from the irst set of
This generally is accomplished using the fastest rates
plies may be passed their gel point before the inal
possible for both heat up and cool down.
plies are added to the laminate. Resin bleed also

