
TM 1-1500-204-23-11
in ensuring the strength of the repair is achieved,
of the repair material as well as a loss of strength of
in preventing damage to parts and obtaining a good
the parent material. Heat is never arbitrarily applied
it of repair details. Rehearse the repair procedures
to a repair; it must be applied in a controlled manner
to discover trouble before starting the heating/curing
to achieve the desired results without further damag-
cycle. Rehearsal is important for placement of the
ing the part. See system speciic technical manual
bagging materials and placement of the thermocou-
for the prescribed cure cycle; if not listed, follow the
ples in close proximity to the patch.
adhesive manufacturer s recommended cure cycle per
engineering direction. Adhesives and resins can be
cured in many ways. Some adhesives and resins
can be cured at ambient temperatures with the sim-
ple addition of the curing agent; however, the cure
Failure to follow the system speciic technical
time to achieve structural properties is typically days
manual or the manufacturer s recommenda-
and the cured material typically will not stand up
tions for cure cycle will result in a loss of struc-
to environments that are hot, cold, and/or involve
tural strength which may not be detectable
moisture or harsh luids. Most aerospace applications
by visual or nondestructive inspection.
requiring bonded structural repairs involve processing
of the repair using heat while under pressure, typi-
Care should be taken to not overheat any
cally vacuum pressure. In most cases, the repair is
of the materials being used, as they will be
vacuum-bagged and uses a heat source and a hot
damaged. Thermosetting resins can easily
bonder for control and monitoring of the tempera-
be overheated and care should be taken to
tures and pressure within the vacuum bag. In some
not induce an uncontrolled exothermic reac-
cases, two to three temperature holds during ramp-up
tion. Uncontrolled exothermic reactions can
are required. The additional holds are for properly
produce toxic fumes that may be hazardous.
debulking, bleeding, and/or consolidating the repair
material. The inal temperature hold is to complete
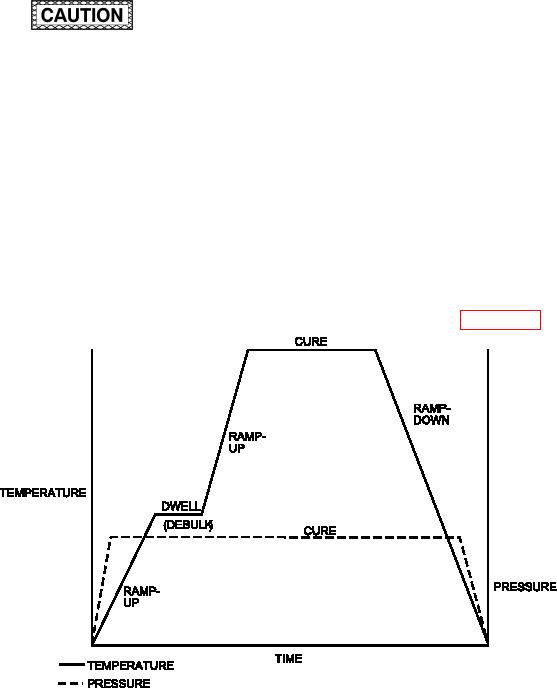
a. Curing Cycle. Cure cycles are directly related
the cure state of the adhesive or resin that provides
to the adhesive used. Failure to follow the prescribed
the material with its structural properties. A typical
cure cycle will result in a loss/lack of structural strength
cure cycle is shown in igure 6-37.
Figure 6-37. Typical Cure Cycle
b. Mechanics of Curing. The curing process is
contaminants such as air and/or water are drawn
accomplished by the application of heat and pressure
out of the laminate with vacuum during this time.
to the laminate. The resin will begin to soften
The laminate is compacted by applying pressure,
and low as the temperature is increased. At lower
usually vacuum (atmospheric pressure); autoclaves
temperatures, very little reaction occurs. Any volatiles
(historically used by original equipment manufacturers

