
TM 1-1500-204-23-11
(4) Double face tape the drilled plate over the
replacement ply materials without an autoclave. The
hole in the skin using the back of the drill bit
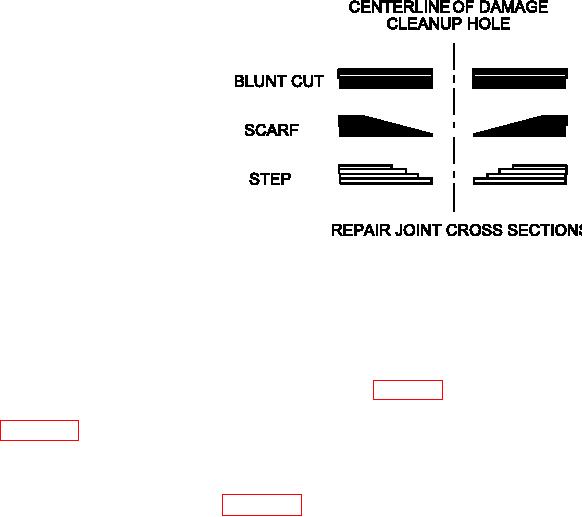
step joint is generally used to repair laminates made
to align the holes.
from woven materials. It is limited to lightly loaded
parts due to the reduced strength of replacement
plies.
(5) Insert the internal cutter or modiied Allen
wrench through the hole and rotate from the
top skin down to the bottom skin to disrupt
the core material from the skin surfaces.
(6) Remove the guide plate using a putty knife
or similar tool.
(7) Remove the disrupted core material through
the drilled skin hole using a vacuum cleaner.
6-14. CARBON-METAL REPAIR PROCESS. Twist
drills made of cobalt or carbide are recommended
for drilling through a carbon laminate with either alu-
minum or titanium substructure. Eight Faceted bits
are also used for this application.
6-15. REPAIR JOINTS. Implementing
structural
repairs to advanced composite structures involves
Figure 6-13. Basic Repair Joints
repair joint machining. One of the advantages in
repairing advanced composite parts over repairing
b. Basic Repair Joints. Restoration of strength
metallic parts is the ability to machine repair joints in
and/or stiffness to damaged parts requires damaged
the laminate. Perform joint machining prior to drying
areas to be joined for load path continuity. This
to ensure that the surface dried is in fact the surface
restoration involves a repair joint and the joining of
upon which the repair is to be performed.
the patch material to an undamaged area of the part
through this joint (see igure 6-14). Load travels along
a. Repair Joint Types. There are three types of
the undamaged skin s neutral axis through a joining
repair joints used in repairing advanced composite
material (adhesive or mechanical fasteners) into the
materials are shown in igure 6-13. The most com-
patch. The patch provides a bridge for the load across
monly used repair joint and the easiest to machine
the damaged area. Load travels along the neutral
is the blunt cut joint. It is used for externally and
axis of the patch, through the joining material and
internally bonded and bolted repairs. The scarf joint
back into the part skin. As can be seen in Detail A of
is the next easiest to machine and is used to repair
igure 6-14, the load in the skin and the load in the
laminates made from either unidirectional or woven
patch are horizontally opposed to one another. This
materials. However, scarf joints have limited applica-
sets up a shear force in the joining material. Some
tion in a ield environment. They are used in the ield
basic joints used for repair and their load transfer
only when moldline protrusion requirements dictate a
mechanisms are described below.
lush repair and load conditions are low enough to
allow for the reduced strength that results when curing

