
TM 1-1500-204-23-11
machining boron/epoxy laminates.
Use with a 0
degree router motor and template.
(3) Aramid/Epoxy. The 1/4 inch diameter solid
carbide straight lute router bits, Fullerton series 1900-
250, are used for machining Aramid/Epoxy laminates.
They should be used with the 0 degree router motor
and a template for routing operations. The design
of this cutter results in fuzzing of the edge requiring
additional rework after machining to remove the fuzz.
(4) Carbide Router Bits. Carbide router bits
are provided for machining carbon/epoxy laminates,
but are not the preferred cutter. They are brittle
and can break during machining operations or when
dropped. They dull more quickly than diamond plated
cutters.
d. Reamers. Reamers are for inal sizing of
drilled holes. High speed steel reamers are not
recommended for any composite as the cutting edge
will break down rapidly. Solid carbide reamers are
recommended for most applications. Reaming boron
requires diamond-coated reamers.
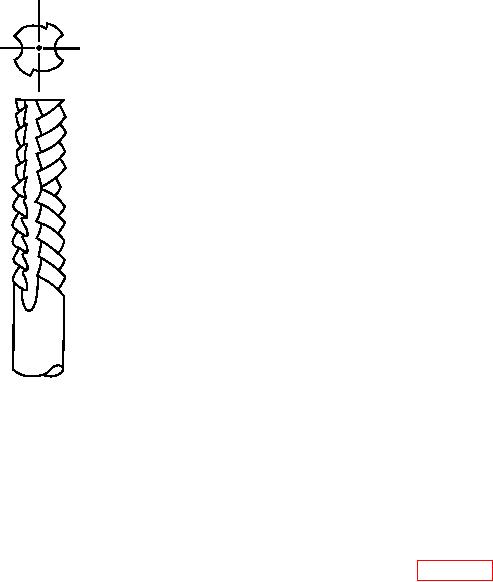
Figure 3-18. Split Helix Router Bit for Trimming
e. Countersinks. Four lute solid carbide, carbide
Aramid Composites
tipped, and polycrystalline diamond insert type coun-
tersinks with pilots should be used for all composites
(1) Carbon/Epoxy. The abrasive nature of
except for aramids where fuzzing is not allowed. To
carbon ibers results in excessive tool wear unless
prevent fuzzing, aramids require a special grind on
the proper cutter material is used.
Diamond
the carbide to shear the ibers. The lutes for aramid
coated/impregnated cutters are used for machining
countersinks should be two very sharp lutes with
laminates containing carbon ibers to reduce wear
sickle shaped cutting edges. A tool of this type with
and heat buildup during machining operations. The
a positive rake in the radial direction will prevent
diamond router bit is made by coating high speed
peripheral fuzzing. See igure 3-19 for aramid coun-
steel shank material with industrial diamonds.
tersink geometry. Micro stop tooling is required to
control depth.
(2) Boron/Epoxy.
The 80 grit, diamond
coated, 1/4 inch diameter router bits are used for

