
TM 1-1500-204-23-11
(b) Filler materials (such as chopped car-
make individual batches as needed to
bon or glass ibers, milled glass ibers,
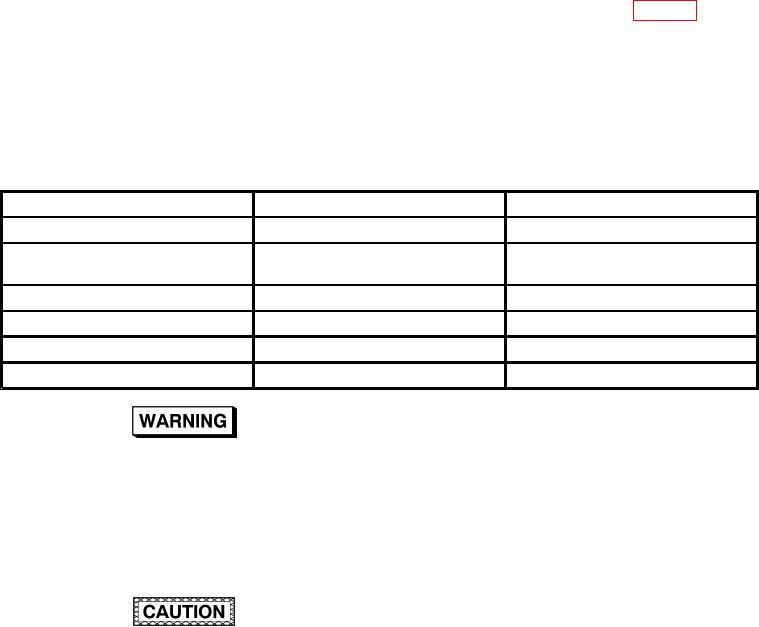
complete the task. Table 6-2 provides
microballoons or glass beads) can be
a general guideline for the amount of
added to the resin to produce pot-
iller to be used for the different iller
ting compounds or paste adhesives if
materials. Consult the weapon system
required. If no system speciic techni-
speciic technical manual or engineer-
cal data is supplied, mix 50.0 g of total
ing authority if a iller material is required
resin and add iller until the desired
to determine the required amount.
weight fraction is achieved. Continue to
Filler Guidelines
Filler Material
Typical Usage Range
Notes
Microballoons
1 to 20%
20% for a 40 lb/ ft syntactic foam
Used to control viscosity, not
Fumed Silica (Cabosil)
1 to 5%
as a iller
Glass Beads
0.5 to 5%
0.5% used for bondline control
Powdered Aluminum
30 to 70%
Milled Fiber
1 to 10%
Chopped Fiber
10 to 25%
NOTE
If containers are in refrigerated or freezer
Do Not mix more Part B than is speciied.
storage, allow the material to reach room
The result could be a hazardous exothermic
temperature before opening.
reaction and an improperly cured repair patch.
It will not decrease the time for cure. Structural
strength will be degraded if the proper resin
(3) Measure and Mix Resin Parts. Resins,
ratio is not used. Resin mixtures must be
accelerators, and potting compounds are toxic to the
accurate to within 1 percent for Parts A and
skin, eyes, and respiratory tract. Prevent eye and
B.
skin contact by wearing goggles and gloves. Perform
all mixing in a well-ventilated area. If resin contacts
the skin, wash immediately with soap and water. Do
not use solvents to remove resin from skin.
Do not mix several batches at once, in order
to avoid an exothermic reaction or exceeding
pot life conditions.
Do not open the resin containers until you
are ready to mix and use the resin. Minimize
exposure of the resin to the environment as
heat and moisture can degrade the compo-
nents over time.
Do not mix in one container more than that
speciied by the resin manufacturer (usually
marked on the container). Exotherm or heat
buildup may result by mixing large amounts
of resin. If the amount of resin needed for
the fabric to be impregnated exceeds the
maximum allowed in one container, the batch
will have to be split up accordingly. If this is
required, mix the batches simultaneously.

